时代的变化
与铸铝有加工简单,工具寿命长的优点相反,在加工时铸铝是一种很难完美加工的材质。因为塑性变形,铸铝在加工时很容易产生毛刺,所以在M/C加工时,经常在切削加工后,用刷子来刷掉毛刺。
在活用这个特性以后,铸铝产生了很多复杂形状的铸造技术,但是这样的工件在加工以后,毛刺的去除变得越来越难,所以研究“不产生毛刺的加工技术”的需求也变得越来越迫切。
另外由于加工件的厚度越来越薄,余量也因为几乎接近成品而变得越来越少,还需要抑制变形。
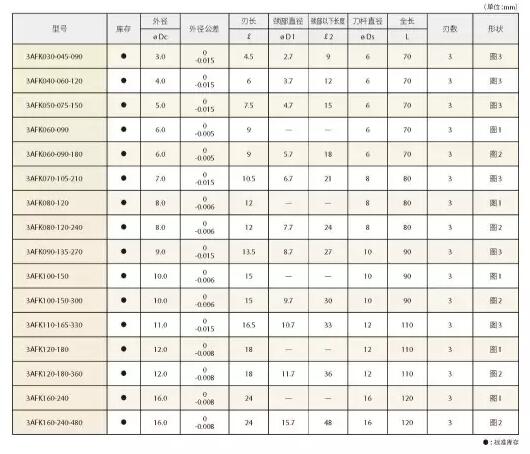
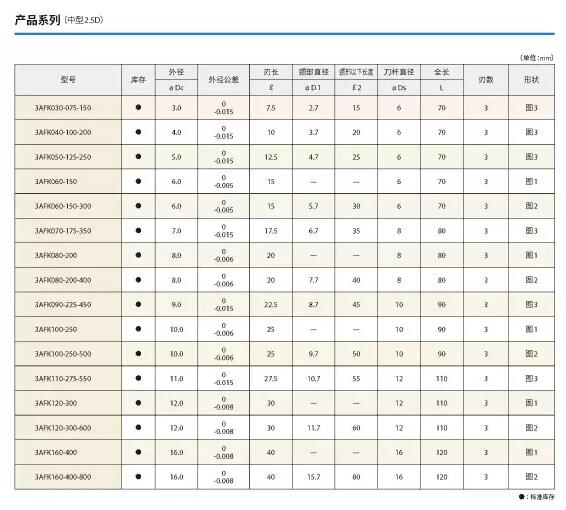
针对这些需求京瓷开发了“铝材加工用的整体式立铣刀 3AFK”
下面来介绍“3AFK”的特长吧
杰出的切割品味
“3AFK”是以减少加工面的毛刺和刀具倾斜的同时,也能适应最终加工需求为目标所开发的产品。
所以为了针对铸铝加工时经常遇到的因为
①由前角所产生的阻力
②外围的接触阻力的存在,
所造成的加工时会发生塑性变形的问题。
“3AFK”将刃宽进行了最小化设计。在减少塑性变形的产生的同时,使加工出口的毛刺大幅度减少。
适合高效率加工的螺旋槽设计
经过完美加工后的铸铝可以得到能够反射出美丽的七彩光芒的加工面。
但是只要工具在加工中发生振动,切屑与加工面产生干涉现象,就会立刻会产生白浊,品味也会大幅度降低。
可是以上两点是相对的关系,因为如果想要让切屑的排出得更好,刀芯的厚度就需要减小,也会变得更容易产生振动,但是如果想要提高刚性,就需要增加刀芯的厚度,切屑就会成为问题。
“3AFK”采用了独有的2段螺旋槽设计,扩大开口后,同时实现了良好的刚性和切屑排出。
三次元加工对应切刃
对于加工已经铸造成几乎接近成品设计的铝材来说,除了肩加工,槽加工,插铣加工,沉孔加工,这些方式以外,还有更多的其他加工方式。
另外不仅仅只是加工成型,完美的加工面也是目标之一。
所以“3AFK”针对这些需求,使用了三刃设计,从底刃就开始确保切屑能够完整地排出,并采用了独用的螺旋槽形状设计。
零部件名:机械零部件
被削材:A2017
愿用工具他社品Z φ10-3T
材质:无涂层超硬
提案工具:3AFK100-150-300
vc= 280m/min
ap×ae= 0.2×~4.0mm
f=0.15mm/rev
vf=9,000mm/min
湿式
・3AFK有着轻快的切削音,毛刺少
精加工表面质量也非常良好